Bending, blanking, drawing, forming… the world of metal stamping involves an array of very specific processes and procedures. Believe it or not, metal stamping is an essential service in which many of the product components in your home or office are fabricated. The chair you are sitting in most likely has a stamped part, as well as the car you drive and the tools in your garage. From energy, to environmental, computer, automotive, hardware, electronic, government, office furniture, lawn and garden, home furnishings and highway construction, metal stamping plays a vital role in many industries.
To better understand the different processes under the metal stamping umbrella, Part 1 of this blog post will provide information on Bending, Blanking, Coining, Drawing and Embossing.
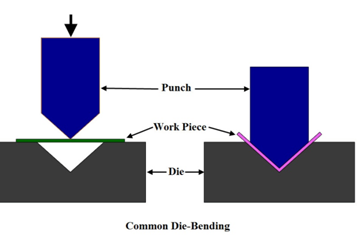
Bending
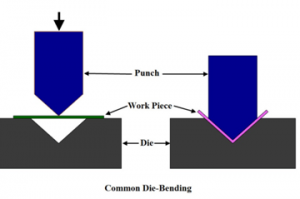
Bending- Bending is a common metalworking technique used to process sheet metal. Vulcan Metal Stampings does this process by hand or by using a V-die on a brake press. Usually, bending has to overcome both tensile stresses and compressive stresses. When bending is done, the residual stresses make the material spring back towards its original position, so we have to over-bend the sheet metal keeping in mind the residual stresses. When sheet metal is bent, it stretches in length. The bend deduction is the amount the sheet metal will stretch when bent as measured from the outside. Also, a bend has a bend radius, referring to the inside radius. The bend radius depends upon the dies used, the metal properties, and the metal thickness.
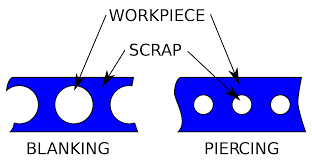
Blanking
Blanking- Blanking is a shearing process where a punch and die are used to create a “blank” from sheet metal or strip. The process and machinery are usually the same as that used in piercing, except that the piece being punched out in the piercing process is scrap. In blanking, this piece being punched out is the actual part. Vulcan Metal Stampings also does fine blanking: a specialized form of blanking where there is no fracture zone when shearing. This condition is achieved by compressing the whole part and then utilizing an upper and lower punch to extract the blank. This technique allows the process to hold very tight tolerances, and perhaps eliminate secondary operations. Let Vulcan Metal Stampings help with your blanking needs when using metals including aluminum, brass, copper, and carbon, alloy, and stainless steels.
Coining
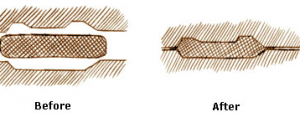
Coining- Coining is a form of precision stamping in which a work-piece is subjected to a sufficiently high stress to induce flow on the surface of the material. The term originated from the process of manufacturing coins. Coining is a cold working process that uses a great deal of force to deform a work-piece, so that it conforms to a die. Coining can be done using a gear driven press, a mechanical press, or more commonly, a hydraulically actuated press. Coining typically requires higher tonnage presses than stamping, because the work-piece is deformed and not actually cut.
Drawing

Drawing- Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. Vulcan Metal Stampings does sheet metal drawing, which is defined as drawing that involves plastic deformation over a curved axis. The success of drawing is related to two things: the flow and the stretch of material. As a die forms a shape from a flat sheet of metal, the material must conform to the shape of the die. The flow of material is controlled through pressure applied to the blank and lubrication applied to the die or the blank. If the blank moves too freely, wrinkles will occur in the part. To correct this, more pressure or less lubrication is applied to the blank to limit the flow of material and cause the material to stretch or thin. If too much pressure is applied, the part will become too thin and break. Drawing metal is the science of finding the correct balance between wrinkling and breaking to achieve a successful part.
Embossing

Embossing- Embossing is a process for producing raised or sunken designs or relief in sheet metal. This process can be made by means of matched male and female dies, or by passing sheet or a strip of metal between rolls of the desired pattern. The sheet metal embossing operation is commonly accomplished with a combination of heat and pressure on the sheet metal, depending on what type of embossing is required. Metal sheet is drawn through the male and female roller dies producing a pattern or design on the metal sheet. Depending on the roller dies used, different patterns can be produced on the metal sheet. This combination of pressure and heat actually “irons” while raising the level of the image higher than the substrate to make it smooth. The term “impressing” enables one to distinguish an image lowered into the surface of a material, in distinction to an image raised out of the surface of a material. Vulcan Metal Stampings commonly uses embossing as a means to strengthen or stiffen a part.
Stay tuned… Part 2 of Metal Stamping 101 will cover Forming, Laser Cutting, Piercing and Progressive Stamping. For more information or to request a quote, please visit www.vulcanmetalstampings.com or call 1.888.846.2805.
 Vulcan Corporate
Vulcan Corporate
 Sheets, Blanks & Extrusions
Sheets, Blanks & Extrusions
 Custom Stamping & Laser Cutting
Custom Stamping & Laser Cutting
 Traffic Control & Commercial Signage
Traffic Control & Commercial Signage
 Aluminum Coil in Multiple Tempers, Gauges & Widths
Aluminum Coil in Multiple Tempers, Gauges & Widths
 Utility Signs, Markers & Related Products
Utility Signs, Markers & Related Products