Vulcan Corporate
Vulcan Corporate
 Sheets, Blanks & Extrusions
Sheets, Blanks & Extrusions
 Custom Stamping & Laser Cutting
Custom Stamping & Laser Cutting
 Traffic Control & Commercial Signage
Traffic Control & Commercial Signage
 Aluminum Coil in Multiple Tempers, Gauges & Widths
Aluminum Coil in Multiple Tempers, Gauges & Widths
 Utility Signs, Markers & Related Products
Utility Signs, Markers & Related Products






![]()

Traffic Flow in the Early 1900s
Highway signs have been a part of this nation’s history for many years. When the nation’s first turnpike – Philadelphia, PA to Lancaster, PA – was authorized by the Pennsylvania State Legislature in 1794, the Act required mileposts and directional signs.
Signing as we know it today got its start in the early 1900’s from Automotive Clubs who wanted to provide direction for their touring groups. These efforts were often enthusiastic, but were neither effective nor consistent.

Early Highway Signing
Wisconsin was the first to start making sense and system out of disorder. The Badger State initiated the erection of official route signs as part of its maintenance function in 1918.
As more states became active in signing it became obvious some standardization was necessary. In January of 1923 the Mississippi Valley of State Highway Departments agreed on a signing and marking plan which was to become the basis for national standards. Its plan called for all signs to have white background with letters and/or symbols in black:
1) Round signs to be used only as warnings of railroad crossings
2) Octagonal signs always signifying “STOP”
3) Diamond shaped signs for “SLOW WARNINGS”
4) Square shaped signs for “CAUTION” or “ATTENTION” signs
5) Regulatory signs for directional and regulatory information
6) Route markers of some characteristic or conventional shape different from above

Interstate Highway 1986
It was not until 1927 that the first national manual was issued on traffic signs. This manual stated “all signs of a precautionary nature, including the circular railroad sign, the octagonal stop sign, the diamond shaped slow sign, and the square caution sign, have black designs on a yellow background.”

Steel Embossed Stop Sign
It was some years later, in 1955, that stop signs were changed from black on yellow to white on red.

Steel Embossed Stop Signs with Cat’s Eye Marbles
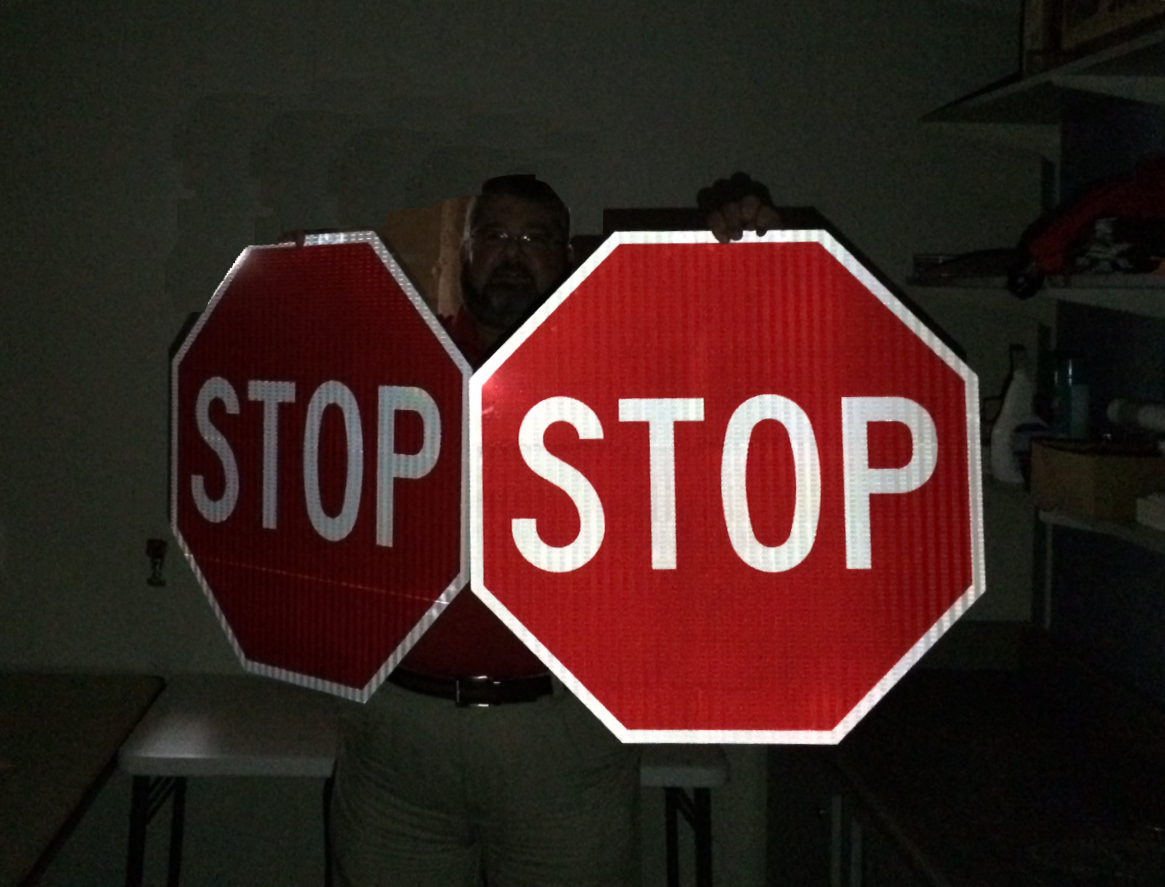
The major change over the years was in the driving public’s desire to drive at night. Retroflection was applied to traffic signs in the 1920’s; the glass cat’s eye marbles were embedded in traffic signs. It was in the 1930’s when someone discovered a way to make more of the sign’s surface reflective by making the marbles smaller – reducing them to microscopic glass beads in the paint on the surface of the sign. This was known as “beads on paint.” This product was extremely low in reflective brightness and rainy conditions made the sign useless because water acted as another lens and scattered light that should have been reflected.
Some improvements were made over the years, but it was in the late 1940’s when 3M Company coated the glass beads with a tough clear plastic that held the water off the beads and offset the light scattering effect. For the first time the complete surface of the sign became a warning in the dark.

Interstate Highway Circa 1955
As noted earlier, in the 1950’s additional colors were added to the signing spectrum – red for stop and green for go – used on the first tollway directional signs. While early signs were made of wood and stone, and eventually steel, the standard backing material in use today throughout this country and the modern world is aluminum.
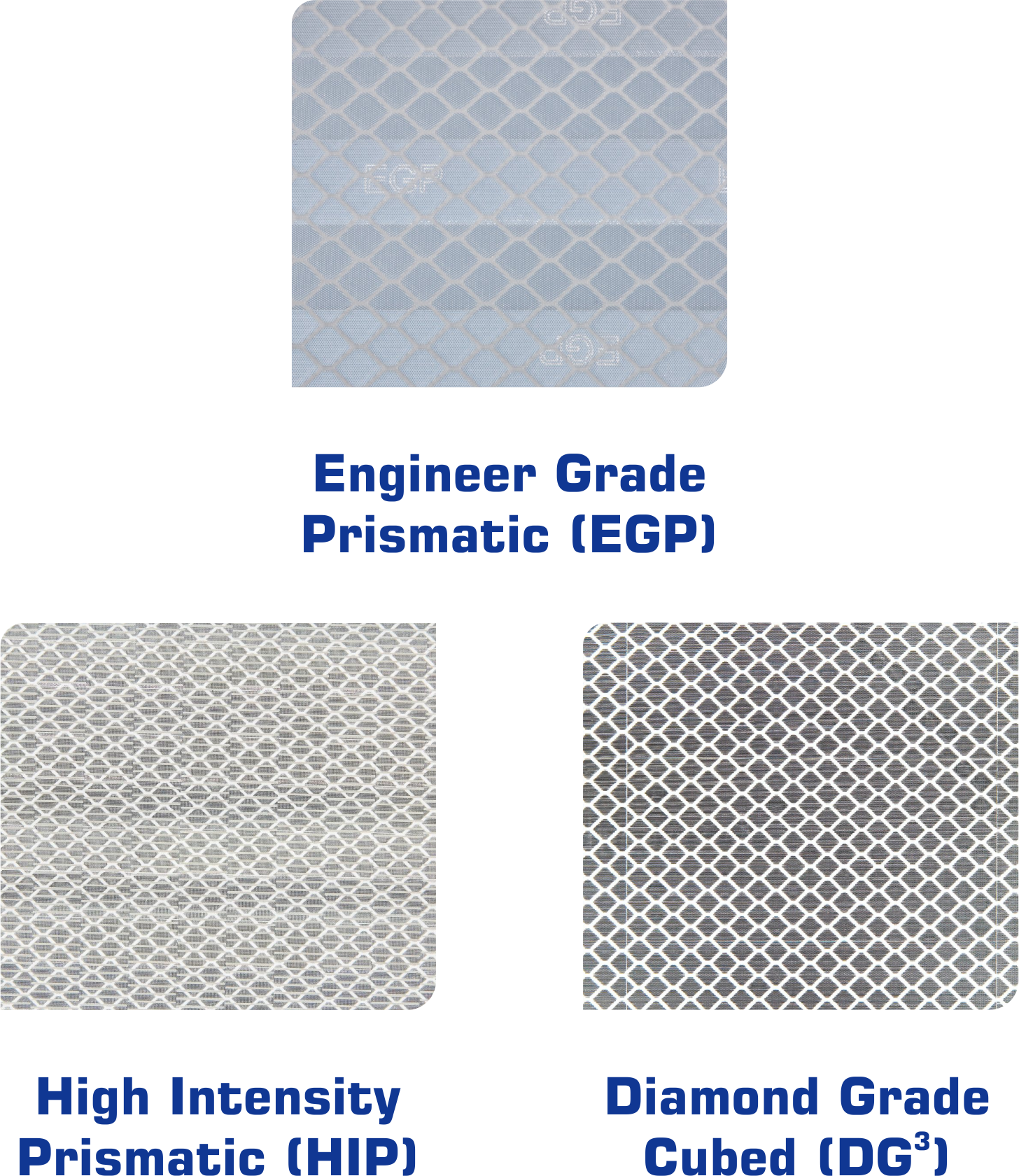
Today, high performance reflective materials are available that are eight times brighter than those of the 50’s. This, combined with lightweight – yet strong – aluminum provides signs with a guaranteed ten (10) to twelve (12) year life. These brighter, longer lasting materials have played a significant role in making our roads safer and helping to reduce accidents on our nation’s highways.